
 氮化硼(CBN車刀) 氮化硼(CBN車刀)
|

CBN氮化硼 (CUBIC BORON NITRIDE)
CBN車刀是由氮化硼和碳化鎢基座緊密燒結而成。
氮化硼硬度僅次於PCD,具有優良的化學穩定性,不會和鐵、鈷、鎳基之金屬產生親和現象,
因此特別適合加工硬化鋼,硬度在HRC45 以上。
冷激鑄鐵、耐熱鋼 (Inconel) 也相當合用。
CBN車刀如果切削角度和切刃形狀設計正確,則相當耐衝擊亦可用於斷續切削,由於環保意識
高漲,現在的CBN車削正大量地取代傳統研磨加工。
| 抗折力 | 105 x 103 Psi |
| 彈性係數 | 125 x 106 Psi |
| 硬度Knoop | 3500 Kg / mm2 |
| 熱傳導 | 1~2 Watts / cm o K |
CBN 氮化硼刀具的應用
CBN刀具建議的初步切削數據,在應用上可以用表中提供之數據為起點,
再配合實際狀況加以修正參數。
| 工件材料 | 硬度(HRC) | 切削速度(m/min) | 進給率(mm/rev) | 切削深度(mm) |
| 碳鋼合金鋼 | 45~68 | 80~120 | 0.10~0.40 | 0.10~3.00 |
| 冷激鑄鐵 | 40~65 | 80~120 | 0.13~0.40 | 0.10~3.00 |
| 燒結鐵系 | 20~25 | 170~400 | 0.10~0.25 | 0.25~1.30 |
| 表面硬化材料 | 35以下 | 80~150 | 0.10~0.40 | 0.15~0.60 |
| 耐熱合金 | 40以上 | 100~150 | 0.10~0.40 | 0.15~3.00 |
| 輥輪鑄鋼 | 35以上 | 30~130 | 0.10~0.50 | 0.20~3.00 |
使用CBN車刀應注意事項
1、機台要穩定,刀具懸空要短,夾持要固定好!
2、儘可能使用負角刀片,如TNMA1604、VNMG1604...。
3、選用較大切入角度,至少應該15˚ 才好。
4、切削條件參照建議值。
5、耐熱合金或難加工物,必須事先倒角,以防止刀具通過時,工件邊緣崩角現象。
6、使用充足的切削液。
7、刀刃的形狀,必須特別小心注意選擇:
CBN負角依實際加工可以為以下15˚、20˚、25˚、30˚、35˚、40˚&45˚。
依不同加工需求,使用不同角度。
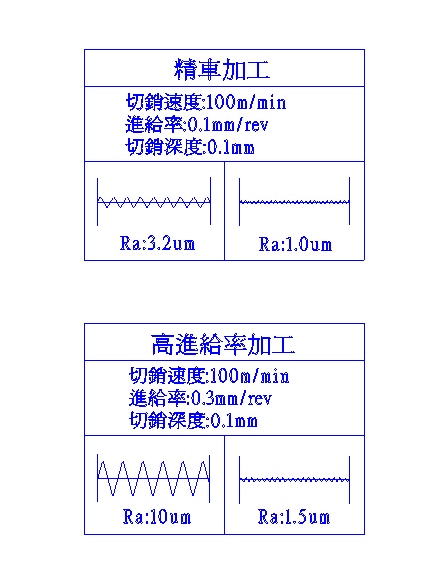
如需更佳的面粗度和壽命,則有一種稱之(Small-radius honed) SRH 處理方式,
係CBN原來負角再加上一小R角。(0.02~0.05之間)
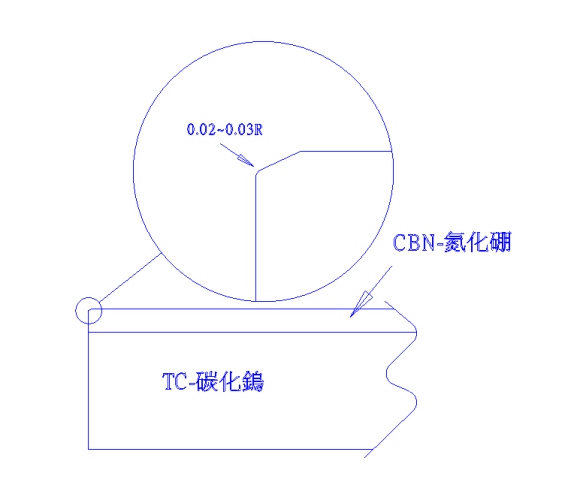
據經驗知,經過SRH處理後之CBN車刀,其壽命約可增加20~30%之間,
且具有更佳面粗度!
CBN刀具應用實例
| 加工內容 | 切削速度(m/min) | 進給率(mm/rer) | 切削深度(m/m) | 刀片規格 | 實際效益 |
| 高速鋼冲棒車外徑60˚ | 90 | 0.50 | 0.80 | CNMA1204 | 面粗度10umRa |
01工具鋼 車外徑HRC62˚ | 74 | 0.02 | 0.30 | TNMA1604 | 20件/刃口 |
M2高速鋼 搪孔HRC62 | 70 | 0.15 | 0.20 | TPGX1103 | 降低加工成本40% |
耐熱鋼 Inconel 600 車端面HRC40 | 200 | 0.25 | 0.50 | TNMA1604 | 加工時間降90% 碳化鎢壽命5倍 |
D4工具鋼 車外徑HRC65 | 100 | 0.20 | 0.30 | DNMG1504 | 加工時間14分/支 研磨時間120分/支 |
冷激鑄鐵 車外徑HRC62˚ | 90 | 0.3~0.5 | 2.0 | CNMA1204 | 降低工時8hr/支 |
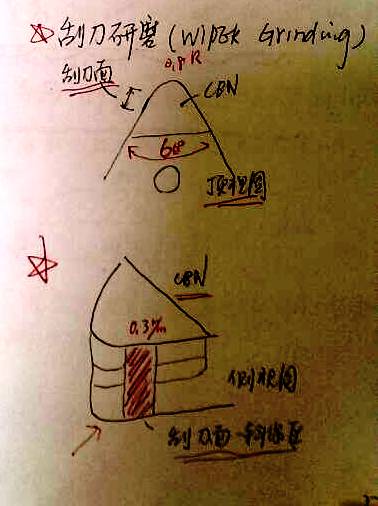
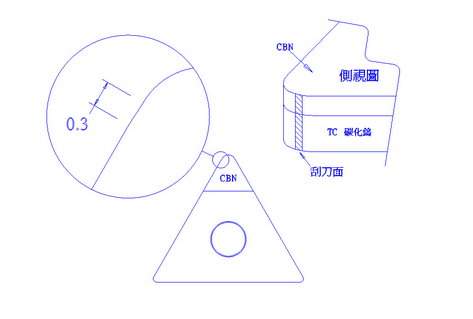
刮刀研磨(WIPER GRINDING)
Copy Right 2017 中鼎鑽石工具有限公司 All right reserved
428-47台中市大雅區大林路7巷24-9號
Phone +886 4 2567 4488 Emai l: cdcdiamonds@gmail.com